Pengelasan colokan lubang bundar adalah proses penting dalam pembuatan sakelar pribadi. Sebagai pemasok khusus sakelar privat las colokan bundar, saya telah menyaksikan secara langsung pentingnya memahami parameter kunci yang mengatur teknik pengelasan ini. Dalam posting blog ini, saya akan mempelajari faktor -faktor penting yang berkontribusi pada pengelasan colokan lubang bundar yang sukses di sakelar pribadi, berbagi wawasan berdasarkan pengalaman bertahun -tahun saya di industri ini.
1. Diameter dan kedalaman lubang
Diameter dan kedalaman lubang bundar adalah parameter mendasar yang secara langsung mempengaruhi kualitas lasan steker. Diameter lubang harus dipilih dengan cermat untuk memastikan kesesuaian dan penyelarasan steker yang tepat. Lubang yang terlalu kecil dapat menyebabkan steker sulit dimasukkan, yang mengarah ke fusi yang tidak lengkap dan sambungan lemah. Sebaliknya, lubang yang terlalu besar dapat menghasilkan logam las yang berlebihan dan kurangnya integritas struktural.
Biasanya, diameter lubang ditentukan berdasarkan ukuran steker dan persyaratan spesifik aplikasi. Sangat penting untuk mempertahankan diameter lubang yang konsisten selama proses pengelasan untuk memastikan kualitas las yang seragam. Kedalaman lubang juga penting, karena mempengaruhi penetrasi lasan dan kekuatan sambungan. Kedalaman lubang harus cukup untuk memungkinkan fusi yang tepat antara steker dan bahan dasar, tetapi tidak begitu dalam sehingga menyebabkan input panas dan distorsi yang berlebihan.
2. Bahan dan ukuran plug
Pilihan bahan dan ukuran steker adalah faktor penting lain dalam pengelasan colokan lubang bundar. Bahan steker harus kompatibel dengan bahan dasar sakelar untuk memastikan kemampuan las yang baik dan kekuatan sambungan. Bahan steker umum termasuk baja, baja tahan karat, dan aluminium, masing -masing dengan sifat dan aplikasinya yang unik.
Ukuran steker ditentukan oleh diameter lubang dan kekuatan las yang diinginkan. Penting untuk memilih steker yang pas ke dalam lubang tanpa izin yang berlebihan. Suatu steker yang terlalu kecil mungkin tidak menyediakan logam las yang cukup, sedangkan steker yang terlalu besar dapat menyebabkan lasan tidak rata dan dapat menyebabkan retak atau cacat lainnya.
3. Arus dan tegangan pengelasan
Arus pengelasan dan tegangan adalah parameter kunci yang mengontrol input panas dan pencairan steker dan bahan dasar. Arus pengelasan menentukan jumlah panas yang dihasilkan selama proses pengelasan, sedangkan tegangan mempengaruhi panjang busur dan stabilitas busur pengelasan.
Pengaturan arus pengelasan dan tegangan yang sesuai tergantung pada beberapa faktor, termasuk ketebalan bahan dasar, jenis bahan steker, dan proses pengelasan yang digunakan. Sangat penting untuk memilih pengaturan yang benar untuk memastikan fusi yang tepat antara steker dan bahan dasar tanpa menyebabkan input panas atau distorsi yang berlebihan.
4. Kecepatan pengelasan
Kecepatan pengelasan adalah parameter penting lain yang mempengaruhi kualitas lasan colokan lubang bundar. Kecepatan pengelasan menentukan jumlah waktu busur pengelasan bersentuhan dengan steker dan bahan dasar, yang pada gilirannya mempengaruhi input panas dan pembentukan lasan.
Kecepatan pengelasan yang lambat dapat menghasilkan input panas yang berlebihan, yang dapat menyebabkan lasan menjadi terlalu panas dan dapat menyebabkan distorsi, retak, atau cacat lainnya. Di sisi lain, kecepatan pengelasan cepat dapat menghasilkan fusi yang tidak lengkap dan sambungan yang lemah. Penting untuk memilih kecepatan pengelasan yang sesuai berdasarkan persyaratan spesifik aplikasi dan proses pengelasan yang digunakan.
5. Gas Perisai
Gas perisai digunakan dalam pengelasan colokan lubang bundar untuk melindungi kolam las dari oksidasi dan kontaminasi. Jenis gas pelindung yang digunakan tergantung pada bahan dasar dan proses pengelasan. Gas perisai umum termasuk argon, karbon dioksida, dan campuran gas -gas ini.
Laju aliran gas pelindung juga merupakan parameter penting yang mempengaruhi kualitas lasan. Laju aliran yang tepat memastikan bahwa kolam las dilindungi secara memadai dari atmosfer di sekitarnya, sementara laju aliran yang berlebihan dapat menyebabkan turbulensi dan dapat menyebabkan porositas atau cacat lainnya.

6. Persiapan las
Persiapan las yang tepat sangat penting untuk mencapai lasan colokan lubang bundar berkualitas tinggi. Ini termasuk membersihkan permukaan lubang dan steker untuk menghilangkan kotoran, minyak, atau lapisan oksida yang dapat mempengaruhi kemampuan las. Tepi lubang harus miring atau dibuang untuk mempromosikan fusi yang lebih baik antara steker dan bahan dasar.
Penting juga untuk memastikan bahwa bagian -bagian tersebut disejajarkan dengan benar dan dijepit sebelum pengelasan untuk mencegah pergerakan selama proses pengelasan. Ini membantu memastikan kualitas las yang konsisten dan mengurangi risiko cacat.
7. Kontrol Kualitas
Kontrol kualitas adalah bagian integral dari proses pengelasan colokan lubang bundar. Ini termasuk inspeksi visual lasan untuk memeriksa cacat yang terlihat, seperti retakan, porositas, atau fusi yang tidak lengkap. Metode pengujian non-destruktif, seperti pengujian ultrasonik atau inspeksi sinar-X, juga dapat digunakan untuk mendeteksi cacat internal yang mungkin tidak terlihat oleh mata telanjang.
Selain inspeksi, penting untuk menyimpan catatan akurat dari parameter pengelasan dan kualitas lasan. Ini membantu memastikan keterlacakan dan memberikan informasi yang berharga untuk peningkatan proses dan pemecahan masalah.
Alat dan peralatan khusus
Di bidang pengelasan colokan lubang bundar untuk sakelar pribadi, alat dan peralatan khusus dapat secara signifikan meningkatkan proses pengelasan. Misalnya,Perangkat Lunak Khusus untuk Radiator Jenis Panel untuk Pengelasan Transformersdapat digunakan untuk mengoptimalkan parameter pengelasan dan memastikan lasan yang konsisten dan berkualitas tinggi. Perangkat lunak ini dapat menganalisis persyaratan spesifik dari sakelar dan memberikan pengaturan yang tepat untuk kecepatan arus, tegangan, dan pengelasan.
ItuSakelar khusus untuk radiator tipe panel untuk pengelasan transformatoradalah alat penting lainnya. Ini dirancang untuk mengontrol aliran listrik selama proses pengelasan, memastikan operasi yang stabil dan andal. Sakelar ini juga dapat diprogram untuk menyesuaikan parameter pengelasan berdasarkan persyaratan spesifik pekerjaan.
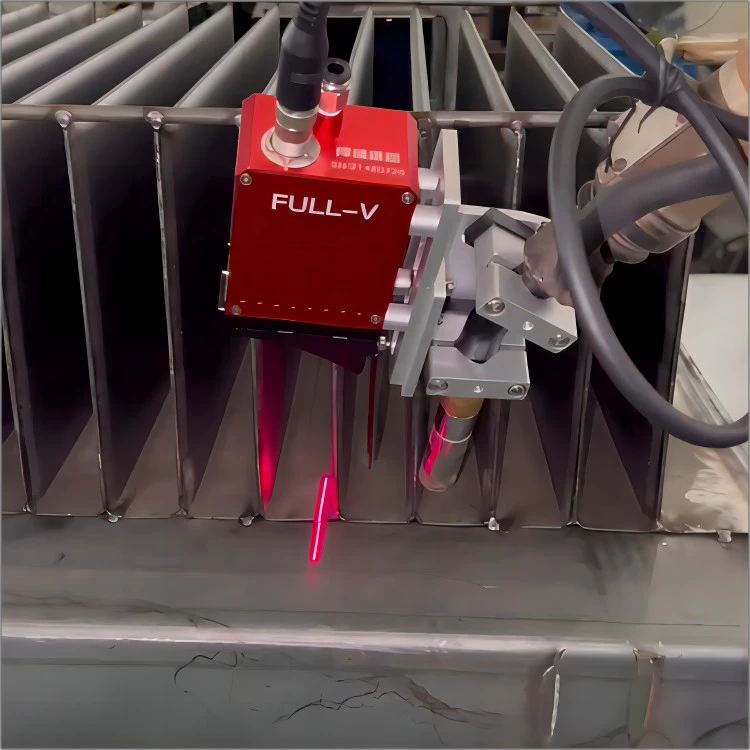
ItuSensor pelacakan las laser untuk radiator tipe panel untuk pengelasan transformeradalah perangkat canggih yang dapat meningkatkan keakuratan proses pengelasan. Ia menggunakan teknologi laser untuk melacak posisi sambungan las dan membuat penyesuaian waktu nyata untuk obor pengelasan, memastikan bahwa lasan tepat dan konsisten.
Kesimpulan
Sebagai kesimpulan, pengelasan colokan lubang bundar dalam sakelar pribadi adalah proses kompleks yang membutuhkan pertimbangan dengan cermat beberapa parameter utama. Dengan memahami dan mengendalikan parameter-parameter ini, termasuk diameter dan kedalaman lubang, bahan dan ukuran steker, arus pengelasan dan tegangan, kecepatan pengelasan, gas pelindung, persiapan las, dan kontrol kualitas, dimungkinkan untuk mencapai lasan berkualitas tinggi yang memenuhi persyaratan spesifik aplikasi.
Sebagai pemasok sakelar privat las colokan bundar, saya berkomitmen untuk menyediakan pelanggan kami dengan produk dan layanan berkualitas tinggi. Kami memiliki keahlian dan pengalaman untuk membantu Anda mengoptimalkan proses pengelasan Anda dan mencapai hasil terbaik. Jika Anda tertarik untuk mempelajari lebih lanjut tentang produk kami atau memiliki pertanyaan tentang pengelasan colokan lubang bundar, jangan ragu untuk menghubungi kami. Kami menantikan kesempatan untuk membahas kebutuhan spesifik Anda dan mengeksplorasi potensi kemitraan untuk pengadaan dan kolaborasi.
Referensi
- Buku Pegangan Pengelasan, Masyarakat Pengelasan Amerika
- Teknologi Pengelasan: Prinsip dan Aplikasi, Richard L. Petrie
- Kode Kapal Boiler dan Tekan ASME, Bagian IX - Kualifikasi Pengelasan dan Brazing